雷卡仕精密制造
一站式 SMT/PCBA/OEM电子合约制造服务商

0755-83734236
0755-83734215
0755-29727486
0755-83734215
0755-29727486
一站式 SMT/PCBA/OEM电子合约制造服务商
一站式 SMT/PCBA/OEM电子合约制造服务商

全国服务热线
0755-297274860755-837342150755-83734236
1.储存温度: 建议在冰箱内储存温度为5℃-10℃,请勿低于0℃。
2.出库原则:必须遵循先进先出的原则,切勿先进后出,导致锡膏过长时间存放在冷柜。
3.解冻要求:从冷柜取出锡膏后,室温解冻4个小时以上,不能打开瓶盖进行室温解冻。
4.生产环境:建议车间温度为25±2℃,相对湿度在45%-65%的环境下使用。
5.使用过的旧锡膏:启封后的锡膏尽量在12小时内使用完,如需保存,请保证容器清洁,密封完成后,放回冷柜保存。
6.印刷膏量:放在钢网上的印刷锡膏量,以印刷时不超过刮刀高度的1/2为宜,做到勤观察、勤加次数少加量。
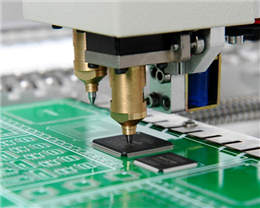
SMT贴片加工工艺印刷作业时需要注意事项:
1.刮刀:刮刀质材较好采用钢刮刀,有利于印刷在焊盘上的脱膜和锡膏成型。
刮刀角度: 人工印刷设置为45°-60°;机器印刷设置为60°。
印刷速度: 人工30-45mm/min;印刷机40mm-80mm/min。
印刷环境: 温度在23±3℃,相对湿度45%-65%RH。
2.钢网:钢网开孔根据产品的要求选择钢网的厚度和开孔的形状、比例。
QFP\CHIP:0402的CHIP和中心间距小于0.5mm需用激光开孔。
检测钢网:要每周进行一次钢网的张力测试,张力值在35N/cm以上。
清洁钢网: 在连续印刷5到10片PCB板时,要用无尘擦网纸擦拭一次。尽量不使用碎布。
3.清洁剂:IPA溶剂:清洁钢网应采用酒精溶剂和IPA,不能使用含氯成分的溶剂,因为会破坏锡膏的成分,影响整个品质。
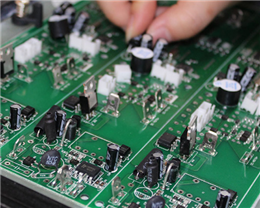
关于SMT贴片加工质量隐患必需要注意的问题有以下几点:
1、电容缺件(撞件)根本不会影响功能,只影响寿命及效果;
2、BGA 焊接质量不能直观看出 (气泡、未融化、偏移等);
3、微短路造成电路故障;
4、ESD造成电子原件寿命受损或功能衰退;
5、IC/BGA受潮造成功能不良或潜在不良。
1、SMT贴片加工的时候一定要注意静电放电的措施,它主要包括了贴片加工的设计以及重新建立起的标准,而且在SMT贴片加工时为了静电放电的敏感,从而进行对应的处理以及保护措施是非常关键的。如果这些标准不清楚的话,可以查阅相关的文件来学习。
2、SMT贴片加工的时候还要完全符合焊接技术上面的评估标准,在焊接的时候通常会运用到普通的焊接以及手工焊接等相关措施,而在进行SMT贴片加工的时候所需要采用的焊接技术以及标准,则可以查阅焊接技术的评估手册。当然,有一些技术含量高的SMT贴片加工厂还对所需加工的产品进行3D构建,这样加工之后的效果才会达到标准,而且它的外观也会更加的美观。
3、在SMT贴片加工焊接技术之后便是清洗措施,在清洗的时候也是需要严格的按照标准来的,不然对SMT贴片加工之后的安全性则得不到保障。所以在清洗的时候选择清洁剂的类型以及性质都有要求的,而且在清洗过程中还需要考虑到设备以及工艺的完整以及安全
一、SMT车间环境要求
1、厂房承重能力、振动、噪音要求
1)厂房地面的承载能力应大于8KN/m2
2)振动应控制在70dB以内,较大值不超过80dB
3)噪音应控制在70dBA以内。
2、电源
一般要求单相AC220(220±10%,0/60Hz),三相AC380(380±10%,50/60Hz),电源的功率要大于功耗的一倍以上。
3、气源
根据设备的要求配置气源的压力,可以利用SMT贴片加工厂的气源,也可以单独配置无油压缩空气机,一般压力大于7kg/cm2。要求清洁、干燥的净化空气,因此需要对压缩空气进行去油、去尘、去水处理。用不锈钢或耐压塑料管做空气管道。
4、排风
回流焊和波峰焊设备需配置排风机。对于全热风炉,排风管道的较低流量值为500立方英尺/分钟(14.15m3/min)。
5、照明
厂房内理想的照明度为800~1200LUX,至少不低于300LUX,低照明度时,在检验、返修、测量等工作区域安装局部照明。
6、工作环境
厂房内保持清洁卫生、无尘土、无腐蚀性气体。生产车间应有清洁度控制,清洁度控制在:50万级。
生产车间的环境温度以23±3为较佳,一般为17~28,相对湿度为45%~70%RH。
根据车间大小设置合适的温湿度计,进行定时监控,并配有调节温湿度的设施。
二、SMT防静电要求
1、静电作业区要求
1)SMT车间地板:可采用防静电聚氯乙烯(PVC)地板,和环氧树脂防尘自流坪防静电地板两种方式。
2)在SMT车间的门口处有专门的人员更换防静电衣服的场所和衣柜;
3)操作人员:统一的防静电衣、手套、鞋、帽,各个工位设有防静电手环;
4)SMT车间入口处必须配备人员静电防护安全性测试道口,合格后人员方可进入,否则不能进入。
5)生产线:各个工位都有相应的静电接口,并接入到整个SMT车间的静电系统中;各个工作台使用防静电垫;
6)定期测量记录地面、桌面、周转箱等表面电阻值
7)静电安全区的工作台上禁止防止非生产物品,如餐具、杯、提包、毛织衣、报纸、橡胶手套等。
8)操作时要戴防静电腕带,每天测量腕带是否有效
9)测试静电敏感元器件时应从盒、管、盘中取一块,测一块,放一块。
10)加电测试是必须遵循加电顺序,即按照低电压→高电压→信号电压顺序进行,去电顺序与此相反。同时注意电源极性不可颠倒,电源电压不得超过额定值。
11)仓库:原材料有防静电料柜进行存放,并采取相应的防静电措施;
12)生产后的成品和半成品使用防静电周转箱进行存放
13)印刷工位的拆封后的PCB板采用防静电周转箱进行存放;
14)温湿度计控制:SMT车间至少有2个温湿度计(具体按车间规模布置),每两个小时确认一次温湿度情况并作记录。温度的控制范围为20~26,湿度的控制范围为45%~70%RH,禁止在低于30%RH的环境内操作静电敏感元器件。
2、防静电区的质量控制频次要求
定期维护、检查防静电设施的有效性
三、湿敏元器件运输、存储、使用要求
1、运输要求
1)运输过程中不得掉落在地,不得任意脱离包装
2)若须更换包装时,必须使用具有防静电性能的容器。
2、存放要求
1)在有干燥剂的真空包装袋内存储;
2)在干燥箱内(湿度<10%RH)存储
对非干燥柜储存的库房要求
1)库房必须有温湿度控制,温度:23±3,湿度:30%~40%RH
2)放置湿敏元器件的料架必须接地,控制摩擦电压<100V
3)开包未用完的湿敏元器件必须存放在干燥柜或抽真空处理,并有跟踪卡。干燥柜的温度:23±3,湿度:<10%RH
3、使用要求
1)只能在发料上线前10分钟拆开包装,开包时必须检查湿敏卡是否正常。圆点标识蓝色为正常,红色为受潮。
2)在SMT贴片加工生产过程中出现生产中断停产时间在5小时以上,湿度敏感元件必须回库进行干燥存放;若元件拆封在常温下12小时未使用完时,需进行干燥RH10%存放12H后方可再次使用(或进行120度2H\60度4H的烘烤)。
3)建立湿敏元件的跟踪卡。
4)湿度敏感元件包装拆开后的处理:
湿度敏感元件在生产使用中暴露时间的规定应根据下页表中不同湿度敏感等级对应的拆封后存放条件和标准来执行;如果来料警示标贴上已有规定且要求比表中的规定更为严格,则依据警示标贴上所规定的条件执行。
对于湿度敏感等级为2a-5a的元件,若需拆开原包装取用部分元件时,剩余元件必须立即采取干燥箱存放方式进行存放,并贴上防潮元件拆封时间跟踪卡
5)对EPROM进行写、擦及信息保护操作时,应将写入器/擦除器充分接地,并且要戴防静电手镯。
6)装配、焊接、修板、调试等操作人员严格按照静电防护要求进行操作。
7)测试、检验合格的印刷线路板在封装前应用离子喷枪喷射一次,以消除可能积聚的静电荷。
SMT贴片加工中有哪些不良的焊接方式
一、胡乱选择烙铁头,不考虑合适的尺寸。在贴片加工的过程中,烙铁头的尺寸选择是很重要的,如果烙铁头的尺寸太小会延长烙铁头的滞留时间,使焊 料流动不充分而导致出现冷焊点。烙铁头的尺寸过大则会导致连接处加热过快而损坏贴片。所以在选择合适烙铁头尺寸要根据正确的长度与形状,正确的热容量与让 接触面较大化但略小于焊盘这三个标准进行选择。
二、温度设定不正确。温度也是焊接过程中一个重要因素,如果温度设定过高会导致焊盘翘起,焊料被过度加热以及损坏电路贴片。因此设定正确的温度对贴片加工的质量保证尤为重要。
三、助焊剂使用不当。据了解,很多工作人员在贴片加工的过程中习惯使用过多的助焊剂,其实这不但不能够帮助你有一个好的焊点,而且还会引发下焊脚是否可靠的问题,容易产生腐蚀,电子转移等问题。
四、焊接加热桥的过程不恰当。SMT贴片加工中的焊接热桥是阻止焊料形成了桥接,如果这一过程操作不恰当,则会导致冷焊点或焊料流动不充分。所以正确 的焊接习惯应该是将烙铁头放置于焊盘与引脚之间,锡线靠近烙铁头,待锡熔时将锡线移至对面,或者将锡线放置于焊盘与引脚之间,烙铁放置于锡线之上,待锡熔 时将锡线移至对面;这样才能产生良好的焊点,避免对贴片加工造成影响。
五、在SMT贴片加工时,对引脚焊接用力过大。很多SMT贴片加工厂的工作人员认为用力过大可以促进锡膏的热传导,促进焊锡效果,因此习惯在焊接时用力往下压。其实这是一个坏习惯,容易导致贴片的焊盘出现翘起、分层、凹陷,PCB白斑等问题。所以在焊接的过程用力过大是完全没必要的,为了保证贴片加工的质 量,只需要将烙铁头轻轻地接触焊盘即可。
六、转移焊接操作不当。转移焊接是指将焊料先加在烙铁头,然后再转移到连接处。而不恰当的转移焊接会损坏烙铁头,造成润湿不良。所以正常的转移 焊接方式应该是烙铁头放置于焊盘与引脚之间,锡线靠近烙铁头,待锡熔时将锡线移至对面。将锡线放置于焊盘与引脚之间。烙铁放置于锡线之上,待锡熔时将锡线 移至对面。